
150*150*7*10H型钢 衢州Q235BH型钢 钢材一站式服务

曲线斜率不变,即它的放大系数不变。以相对行程等于1%、5%、8%三点为例,当行程变化1%时,所引起相对流量变化1%,而它的相对变化值(即灵敏度)分别为1%、2%、12.5%。可以推知,在变化相同行程情况下,阀门相对度较小时,相对流量变化值大,灵敏度高;相对度较大时,相对流量变化值小,灵敏度低。这往往使直线特性阀门控制性能变坏:在小度时,放大系数相对来说很大,调节过程往往产生振荡;在大度时,放大系数相对来说不大,灵敏度低,容易使阀门动作迟缓,调节时间延长。2对数特性其单位相对行程的变化引起的相对流量的变化与此点相对流量成正比例,如图1中。以同样的行程L等于1%、5%、8%三点为例,当行程变化1%时,流量变化值分别为1.9%、7.4%、2.5%,可以说其放大系数随阀门的大而增大。这种阀门在小度时,放大系数小,工作得缓和平稳;在大度时,放大系数大,工作得灵敏有效。同样,各点灵敏度为4%处处相等(也可称等百分比特性),便于控制。3快特性和抛物线特性快特性如图1中曲线所示,在阀门度小时,流量变化较大,随着度增大,流量很快达到值,放大系数大,灵敏度高。在阀门度大时,流量变化不大,放大系数较小,灵敏度也较低。在压力不太大、调节要求不高的场合应用,则快,关则慢,不易引起管网大的压力波动。抛物线特性如图1中。这种阀的单位相对行程的变化所引起的相对流量与此点的相对流量值的平方根成正比关系。它介于曲线之间,其特性接近对数阀特性,但由于其阀芯复杂,较少采用。作流量特性调节阀处于工艺管路系统中工作时,管路系统的阻力变化或旁路阀的启程度的阀前后压差变化,使得在同样的阀门度时,不再像理想流量特性那样流量保持不变,对应的流量将有所变化。我们把调节阀前后压差变化的流量特性称为工作特性。1串联管路时的工作流量特性在工程中,调节阀是装在具有阻力的管道系统上,见图2。当该系统两端总压差一定时,调节阀上的压差就会随着流量的增加而减少[2]。随着阀门大,阀前后压差减少,在阀相对度相同的情况下,此时的流量比理想流量特性下要小一些。

山东轧三特钢有限公司,H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。

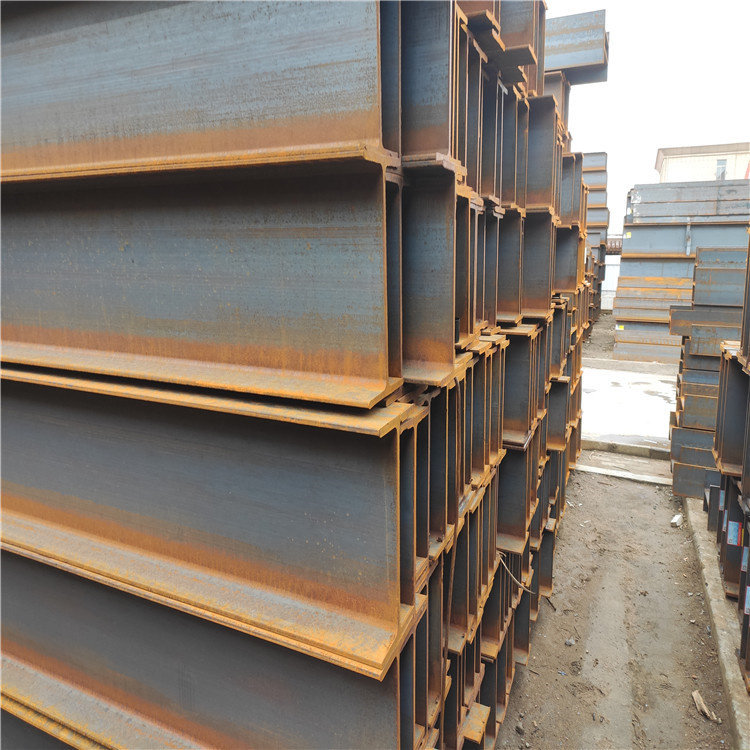
H型钢的翼缘内外侧平行或接近于平行,翼缘端部呈直角,因此而得名平行翼缘钢。H型钢的腹板厚度比腹板同样高的普通钢小,翼缘宽度比腹板同样高的普通钢大,因此又得名宽缘钢。由形状所决定,H型钢的截面模数、惯性矩及相应的强度均明显优于同样单重的普通钢。轧三特钢用在不同要求的金属结构中,不论是承受弯曲力矩、压力负荷、偏心负荷都显示出它的优越性能,可较普通钢大大提高承载能力,节约金属10%~40%。H型钢的翼缘宽、腹板薄、规格多、使用灵活,用于各种桁架结构中可节约金属15%~20%。由于其翼缘内外侧平行,缘端呈直角,便于拼装组各种构件,从而可节约焊接、铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。
H型钢用途)(轧三特钢)
由于具有上述优点,H型钢应用广泛,主要用于:各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑,尤其是地震活动频繁地区和高温工作条件下的工业厂房;要求承载能力大、截面稳定性好、跨度大的大型桥梁;重型设备;高速公路;舰船骨架;矿山支护;地基和堤坝工程;各种机器构件。
150*150*7*10H型钢 衢州Q235BH型钢 钢材一站式服务切削速度、切深、进给的组合将影响温度,当效率一定时,提高进给速度,具温度就会降低,温度降低往往会使进给速度的提高达到极限,而提高进给速度,表面就会变得粗糙。如果能很好地平衡粗糙度和温度的关系,就能够选择到两者相互平衡的切削条件。用有限元法进行切削过程的物理在用有限元法进行切削过程的物理中,作为切削条件输入的内容包括:切削速度、切削厚度、具前角、具后角、工件材料特性等。目前,工业上用于铁素体不锈钢连续焊接的方法主要有:TIG焊、高频感应焊、等离子弧焊和激焊接。高质量焊管更多应用高频感应焊和激焊接。汽车用不锈钢管焊接特点:激光焊接、高频焊接与传统的熔化焊接相比具有焊接速度快、能量密度高、热输入小的特点,因此热影响区窄、晶粒长大程度小、焊接变形小、冷成形性能好,容易实现自动化焊接、厚板单道一次焊透,其中 重要的特点是Ⅰ形坡口对接焊不需要填充材料。采用激光焊接和高频焊接铁素体不锈钢管可以满足汽车排气管焊后生产的冷工艺要求,成材率高,废品率不到1%。